您好!欢迎访问洛阳富道生物科技有限公司官方网站!


在传统实验室中,科研人员为了获得治疗剂量的MSC,不得不面对整面墙的细胞培养瓶,进行繁重、重复且开放的操作。这不仅效率低下,更难以满足临床级细胞产品对一致性、安全性与规模的严苛要求。细胞工厂的出现,正将MSC的生产从“手工作坊”带入“标准化工业”时代。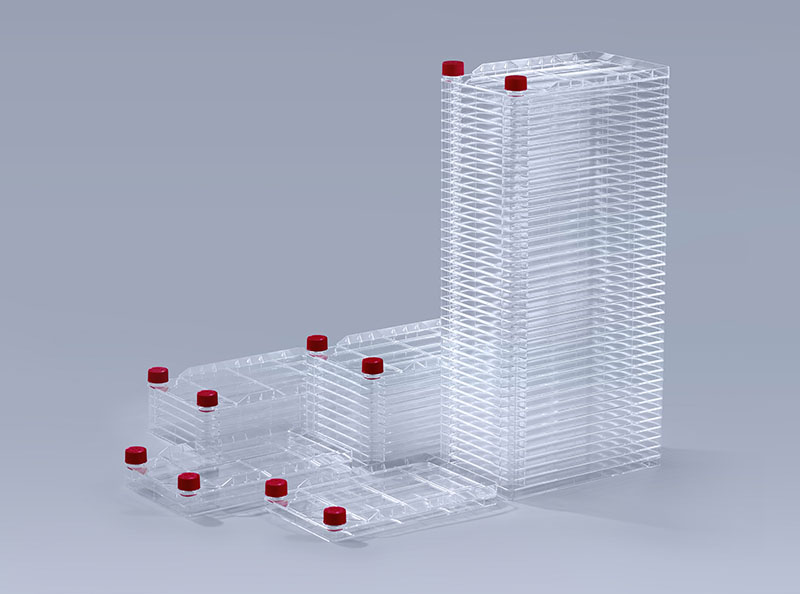
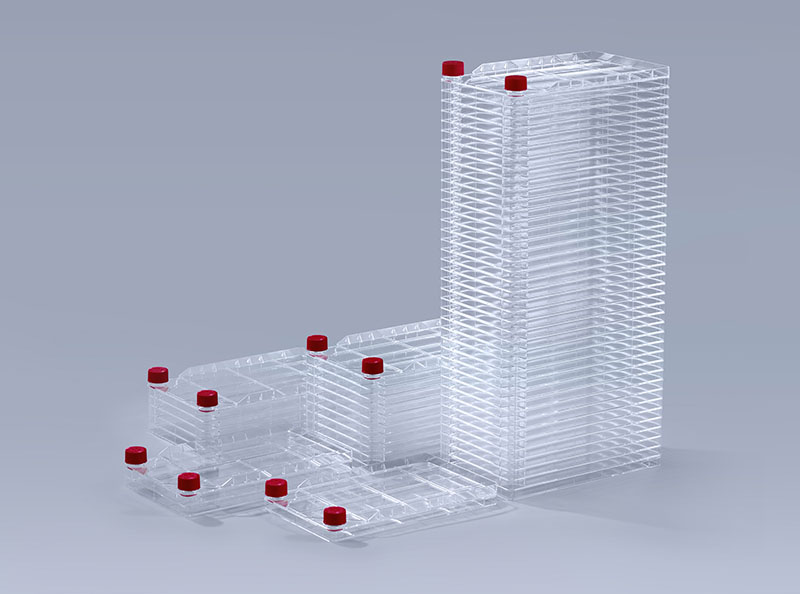
细胞工厂
从实验室到临床的瓶颈
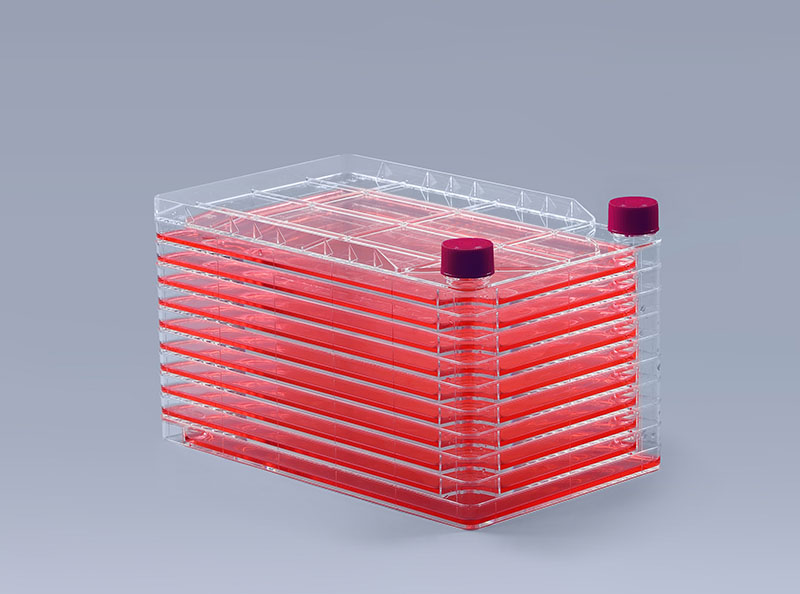
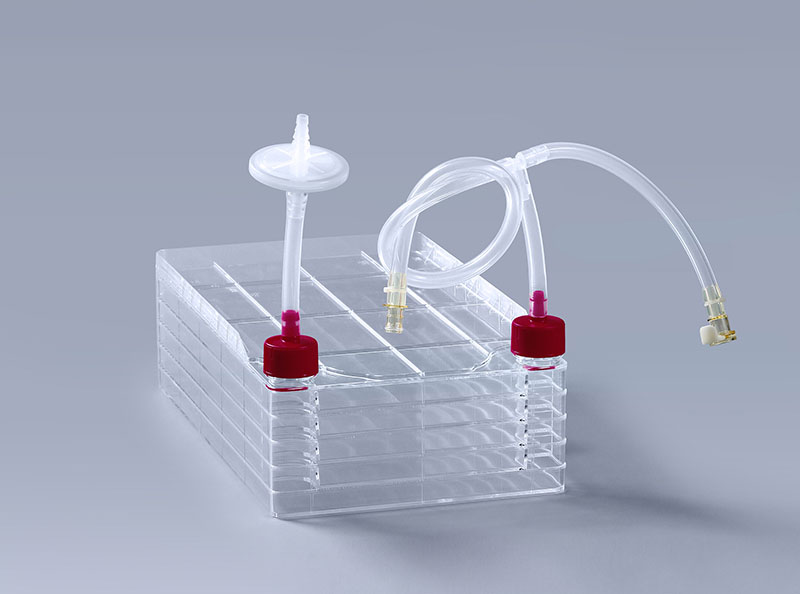
MSC的临床治疗潜力巨大,但其应用面临一个核心矛盾:单个患者治疗需要数千万至数亿个细胞,而传统平面静态培养的产能和成本难以支撑。扩增过程中,细胞质量(如免疫调节特性、分化潜能)的稳定更是巨大挑战。细胞工厂通过其多层、立体化的培养设计,在有限占地面积内将培养面积呈指数级放大。一套标准的10层细胞工厂,其培养面积相当于上百个T175培养瓶,但操作空间和人力成本大幅降低,为MSC的百亿级扩增提供了物理基础。细胞工厂在MSC扩增中的应用,远不止于面积的简单叠加,它通过系统性设计确保了细胞产品的质量。MSC作为活细胞药品,无菌性是生命线。细胞工厂系统通过一体化的封闭管路,实现了培养基灌注、换液及收获的全过程密闭操作,最大限度减少了开放步骤带来的污染风险。与自动化设备联用后,可进一步降低人为差异,确保工艺的可重复性(CMC),满足药品生产质量管理规范(GMP)的核心要求。每一层细胞工厂都提供了物理化学条件高度均一的培养表面。配合精确的温控、CO₂和灌注速率控制,能确保所有层面的MSC生长在一致的环境中。这对于避免细胞批次间差异、维持其非分化状态和特定细胞表型(如CD73+、CD90+、CD105+)至关重要。从1层、2层到10层、40层,细胞工厂实现了线性放大。这意味着在工艺开发阶段(如采用2层工厂)优化的参数(接种密度、消化时间、灌注速率),可以直接放大到生产规模(如40层工厂),极大地降低了工艺转移的风险和周期,为IND申报提供了清晰的工艺开发路径。
从临床研究到商业化生产
在临床研究阶段,细胞工厂是理想的临床样品制备平台。它能以相对可控的成本和标准化的流程,生产出满足I/II期临床试验所需的高质量MSC,并生成完整的生产工艺数据。当疗法进入商业化阶段,大规模的细胞工厂集群或与生物反应器相结合的工艺(如使用细胞工厂进行种子细胞扩增,再转移至生物反应器进行最终大规模培养),能够稳定供应市场所需。国内外已有多个进入III期临床或已获批的MSC产品,其核心生产工艺均基于细胞工厂平台。未来的MSC制造将是数字化与自动化的深度融合。新一代智能细胞工厂系统,集成了在线pH、溶氧(DO)和代谢物(如葡萄糖、乳酸)传感器,能够实时监控细胞状态。通过过程分析技术(PAT) 和反馈控制,系统可自动调整灌注策略,始终将细胞维持在最佳生长窗口,实现从“经验驱动”到“数据驱动”的智能制造。
从实验室的探索到惠及患者的疗法,MSC的产业化之路离不开可靠、高效、合规的规模化生产工具。细胞工厂,以其经过验证的稳定性、出色的可扩展性及与生俱来的封闭式设计,正成为推动MSC从基础研究走向大规模临床应用的坚实基石。
上一篇: 细胞冻存液对培养基瓶的要求

统一服务热线
400-160-1996
联系人:王磊
联系电话:18633066093
地址:河南省洛阳市洛龙区宇文恺街25号3幢101